|
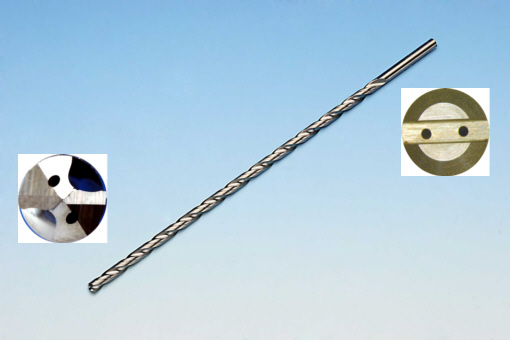
VHM-Wendelbohrer zum Tiefbohren weisen den für Wendelbohrer typischen symmetrischen, zweischneidigen Werkzeugaufbau auf, der
gegenüber den konventionellen Tiefbohrverfahren meist höhere Vorschubgeschwindigkeiten ermöglicht.
Wenn die Bohrtiefe bei max. ca. 40 x Durchmesser liegt und lediglich das Vorhandensein einer Bohrung im Vorderund steht, ist
der Einsatz solcher Werkzeuge häufig wirtschaftlicher als der von ELB- und ZLB-Werkzeugen. Dabei sind die Qualitätsanforderungen an die zu erzeugende Bohrung zu beachten. Mit den ELB
Tiefbohrwerkzeugen werden im Regelfall höhere Bohrungsgüten, besonders hinsichtlich Mittenverlauf, Rundheitsabweichung und Oberflächengüte erzielt.
Die VHM-Wendelbohrer zum Tiefbohren verfügen über einen an die Bearbeitungsaufgabe angepassten Werkzeugaufbau mit einem
entsprechenden Anschliff. Neben einer speziellen Auslegung des Schneidenbereichs werden auch die Spannuten angepasst, um einen sicheren Spanabtransport zu gewährleisten. Der Werkzeugschaft wird meist
als Zylinderschaft ausgeführt.
Der Spanabtransport wird durch die Wendelform der Spannuten verbessert. Der Kühlschmierstoff (KSS), der durch die
innenliegenden Kühlkanäle zugeführt wird, unterstützt jedoch den Spanabtransport und ist daher bei den VHM-Wendelbohrern zu Herstellung tiefer Bohrungen Standard. Die geringen Kühlkanaldurchmesser,
besonders bei kleinen Werkzeugdurchmessern, erfordern wie bei den anderen Tiefbohrwerkzeugen eine KSS-Hochdruck-Versorgung.
In Abhängigkeit vom zu bearbeitenden Werkstoff werden unterschiedliche Schneidstoffe eingesetzt. Häufig werden beschichtete
Wendelbohrer verwendet. Die Beschichtung wird meist nur im Kopfbereich des Werkzeugs aufgebracht, denn die Schicht verfügt über einen höheren Reibungskoeffizient als nachbehandeltes (z.B. poliertes,
...) HM.
Die verschleißbeständigere Schicht und die nachbehandelten Spannuten sollen die Eignung zum Tiefbohren verbessern und damit die
Prozesssicherheit der Werkzeuge erhöhen. Das Nachschleifen verschlissener Werkzuge ist möglich.
Im Durchmesserbereich von D = 11…26 mm bei l/D-Verhältnissen von bis l/D = 7 kommen auch modular
aufgebaute Werkzeuge mit wechselbaren Schneidelementen aus Hartmetall zum Einsatz. Nur das verschlissene HM-Schneidteil (meist beschichtet) wird ausgetauscht und der Werkzeuggrundkörper wieder
verwendet.
|